|
Результаты моделирования распределения давления
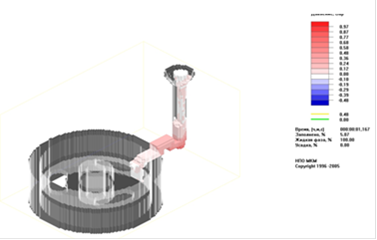
Рисунок 5.16 - Распределение давления (сумма динамического и металлостатического) в форме через 1,167 с.
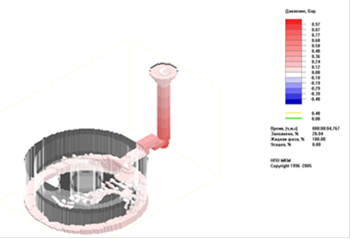
Рисунок 5.17 - Распределение давления (сумма динамического и металлостатического) в форме через 4,767 с.
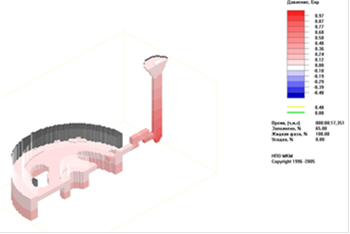
Рисунок 5.18 - Распределение давления (сумма динамического и металлостатического) в форме через 17,351. (В сечении по оси струи металла)
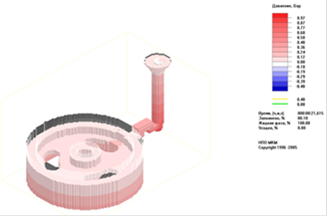
Рисунок 5.19 - Распределение давления (сумма динамического и металлостатического) в форме через 21,615 с.
Результаты моделирования Распределения жидкой фазы в металле
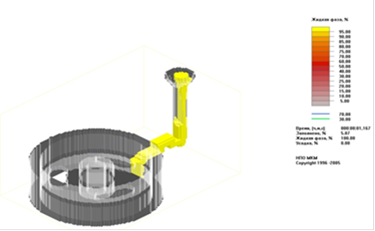
Рисунок 5.20 - Распределение объемных элементов с цветовым окрашиванием в зависимости от % жидкой фазы в металле через 1,167 с.
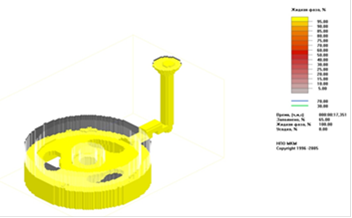
Рисунок 5.21 - Распределение объемных элементов с цветовым окрашиванием в зависимости от % жидкой фазы в металле через 17,351 с.
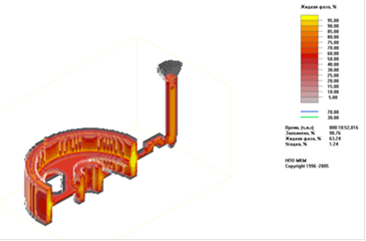
Рисунок 5.22 - Распределение объемных элементов с цветовым окрашиванием в зависимости от % жидкой фазы в металле через 10:52,016 с. (В сечении по оси струи металла)
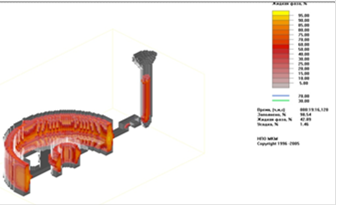
Рисунок 5.23 - Распределение объемных элементов с цветовым окрашиванием в зависимости от % жидкой фазы в металле через 19:16,120 с.
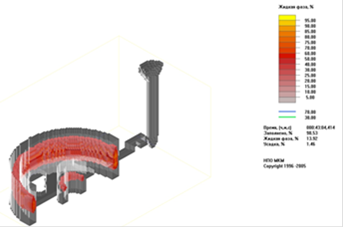
Рисунок 5.24 - Распределение объемных элементов с цветовым окрашиванием в зависимости от % жидкой фазы в металле через 43:04,414 с.
Итоговые расчетные поля в модели
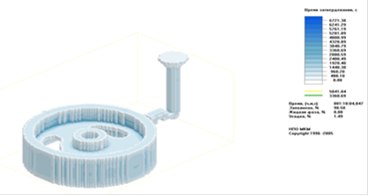
Рисунок 5.25 - Распределение (графическое представление) времени затвердевания элементов отливки в среднем сечении модели (конечное время - 1:18:04,847 с)
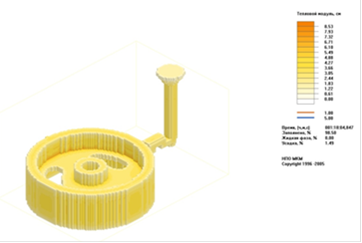
Рисунок 5.26 - Распределение (графическое представление) времени модуля отливки в среднем сечении модели (конечное время - 1:18:04:847 с)
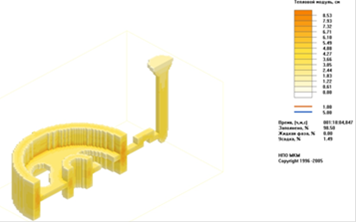
Рисунок 5.27 - Распределение (графическое представление) времени модуля отливки в среднем сечении модели (конечное время - 1:18:04:847 с)
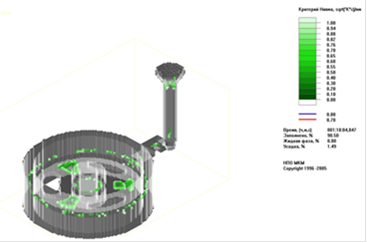
Рисунок 5.28 - Распределение (графическое представление) критерия Ниямы - (предрасположенности к развитию микропористости) ( конечное время - 1:18:04:847 с)
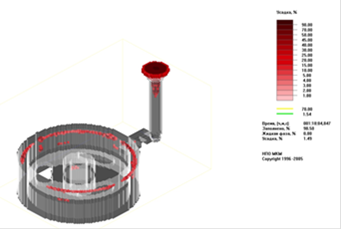
Рисунок 5.29 - Распределение (графическое представление) усадки ( конечное время - 1:18:04:847 с)
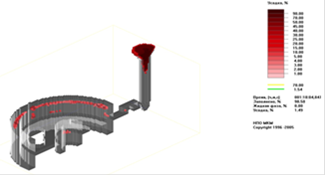
Рисунок 5.30 - Распределение (графическое представление) усадки (конечное время - 1:18:04:847 с)
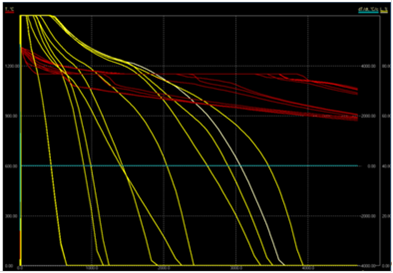
Рисунок 5.31 - График изменения температуры в виртуальных термопарах
ЗАКЛЮЧЕНИЕ
В результате имитационного моделирования технологии изготовления отливки были получены результаты по динамике заполнения металлом формы, данные по вероятностному распределению наиболее существенных дефектов, а также результирующие расчетные поля температур, времени затвердевания, модулю и др.
При анализе полученных результатов не было выявлено противоречий с физикой процесса в реальных условиях литейного производства.
Перейти на страницу: 1 2 3 4 |